In industrial process engineering, efficient heat transfer is vital for maintaining system performance, reducing energy consumption, and optimizing operational costs. Among the various types of heat exchangers available, the Double Pipe Heat Exchanger stands out as a simple yet highly effective solution for numerous applications across industries such as oil & gas, chemical processing, power generation, and food & beverage.
At Precision Equipment, we specialize in designing and manufacturing high-performance heat transfer systems tailored to industry needs. This article explores the design, function, advantages, and key applications of the Double Pipe Heat Exchanger, helping you understand why it's a preferred choice for compact and targeted heat transfer requirements.
What is a Double Pipe Heat Exchanger?
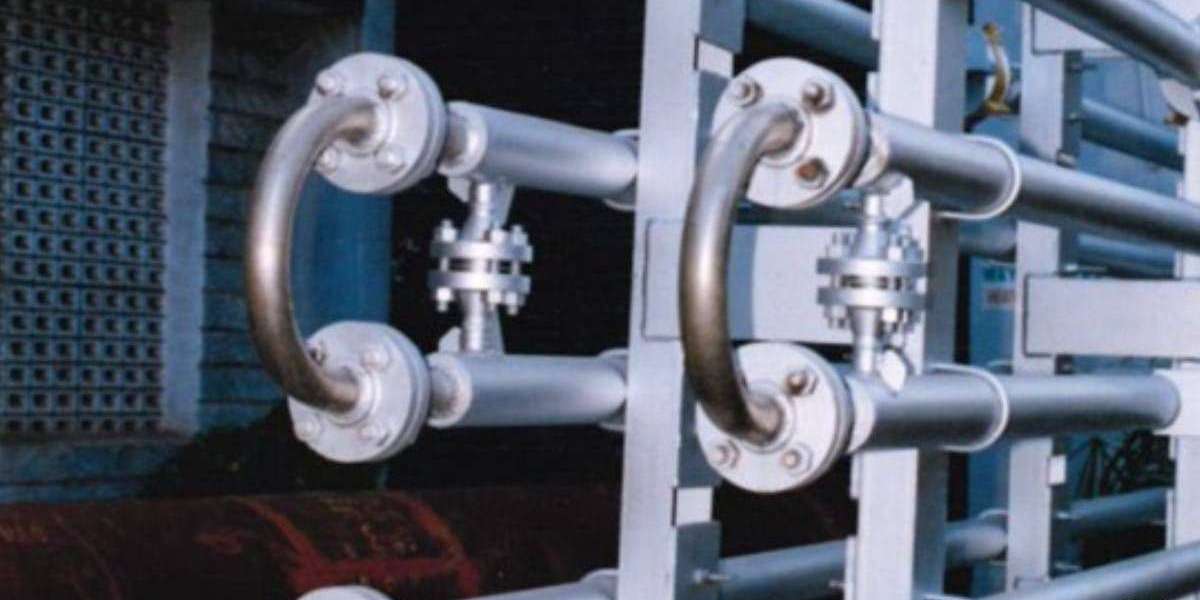
A Double Pipe Heat Exchanger is a type of heat transfer device consisting of two concentric pipes—one inside the other. One fluid flows through the inner pipe, while the other flows through the annular space between the two pipes. Heat is exchanged between the fluids through the pipe wall.
These heat exchangers are commonly used for small-scale applications where high temperature differences are needed or when handling corrosive or viscous fluids. They can operate in both parallel flow (fluids flow in the same direction) or counterflow (fluids flow in opposite directions), with counterflow offering higher thermal efficiency.
Design and Construction
The basic construction of a Double Pipe Heat Exchanger includes:
- Inner Pipe (Tube): Carries one of the fluids.
- Outer Pipe (Shell): Encases the inner pipe and carries the second fluid.
- Inlet and Outlet Ports: Facilitate fluid entry and exit.
- Supports and Mounts: Provide stability and allow for horizontal or vertical installation.
- Insulation (optional): Used to reduce heat loss in sensitive applications.
Precision Equipment designs these exchangers using robust materials such as stainless steel, carbon steel, and exotic alloys based on the fluid’s nature, temperature, and pressure requirements. Custom fabrication ensures optimal performance and extended service life.
How Does a Double Pipe Heat Exchanger Work?
The principle behind the Double Pipe Heat Exchanger is simple: heat transfers from the hot fluid to the cold fluid without mixing them. As one fluid passes through the inner tube and the other through the outer tube, thermal energy is exchanged through conduction via the metal wall separating the two.
Depending on the process requirements, engineers can design the exchanger for:
- Parallel Flow: Easier to design but with lower efficiency.
- Counterflow: Offers a greater temperature gradient and thus higher efficiency.
Multiple units can be connected in series or parallel to scale the system up or down, depending on heat transfer requirements.
Applications of Double Pipe Heat Exchangers
The Double Pipe Heat Exchanger finds widespread use in various industries due to its flexibility, compact size, and easy maintenance. Some common applications include:
- Chemical Processing: Cooling or heating of corrosive fluids and acids.
- Oil & Gas Industry: Preheating crude oil and other hydrocarbon streams.
- Power Plants: Condensate recovery and thermal regulation.
- Food & Beverage: Pasteurization and temperature control in dairy and beverage processes.
- Pharmaceuticals: Controlled heating and cooling during formulation stages.
- HVAC Systems: Precise heat exchange in temperature-sensitive environments.
Precision Equipment offers tailored solutions to meet the stringent demands of each application, from design through delivery.
Advantages of Double Pipe Heat Exchangers
Choosing a Double Pipe Heat Exchanger offers several benefits for industries looking to optimize their process performance:
1. Simple Design
The straightforward construction makes it easy to install, operate, and maintain. This simplicity translates into lower initial and operating costs.
2. Scalability
They can be easily expanded by connecting multiple units in series or parallel, offering high design flexibility for evolving process requirements.
3. High Pressure and Temperature Tolerance
Suitable for high-pressure and high-temperature applications with appropriate material selection, making them ideal for challenging process conditions.
4. Efficient for Small-Scale Applications
These exchangers are ideal for systems where space is limited or where precise temperature control is necessary over smaller volumes.
5. Ease of Maintenance
Their modular design allows for easy access to the tubing for inspection, cleaning, or replacement, reducing downtime.
Limitations to Consider
While Double Pipe Heat Exchangers offer many advantages, there are limitations to be aware of:
- Lower Efficiency in Larger Applications: For high-volume heat transfer, shell and tube or plate heat exchangers may be more efficient.
- Footprint Can Increase with Scaling: While scalable, connecting many units can increase space requirements and complexity.
- Limited Heat Transfer Area: Compared to other types like shell-and-tube exchangers, the surface area for heat transfer is relatively lower.
Despite these limitations, for many applications with moderate heat transfer requirements, this type remains an optimal and economical choice.
Custom Double Pipe Heat Exchangers by Precision Equipment
At Precision Equipment, we pride ourselves on our engineering expertise and customer-first approach. Our Double Pipe Heat Exchanger offerings include:
- Standard and Custom Models
- Material Flexibility: Stainless steel, titanium, Inconel, and more
- Design for CIP (Clean-in-Place) and SIP (Sterilize-in-Place)
- Compliance with ASME, PED, and other international standards
- End-to-end support: From thermal design and material selection to fabrication and commissioning
Our in-house team works closely with clients to design exchangers that meet unique requirements in terms of thermal performance, durability, and ease of integration into existing systems.
Why Choose Precision Equipment?
Precision Equipment is a trusted name in the design and manufacturing of high-quality thermal systems, serving customers globally across sectors. Here's why we are the preferred partner for heat exchanger needs:
- Decades of Manufacturing Experience
- ISO-Certified Processes
- Advanced Fabrication Facilities
- Experienced Engineering & Design Team
- On-Time Delivery and Competitive Pricing
- Dedicated Customer Support
Whether you are upgrading an old system or implementing a new process, we have the technology, team, and track record to deliver the right solution.
Conclusion
The Double Pipe Heat Exchanger is a time-tested solution offering simplicity, reliability, and versatility across a wide range of industrial applications. Whether you are dealing with corrosive fluids, high pressures, or precise temperature control, these exchangers provide dependable performance.
At Precision Equipment, we combine innovative design, top-grade materials, and precision manufacturing to deliver products that meet and exceed your expectations. Contact us today to learn more about our Double Pipe Heat Exchanger solutions or to request a custom quote tailored to your project.








